
- Heim
- Produkte
- Über uns
- Ausrüstung
- Anwendung
- Nachrichtenzentrum
- Kontaktieren Sie uns
Anzahl Durchsuchen:0 Autor:Site Editor veröffentlichen Zeit: 2026-04-30 Herkunft:Powered








In einer Flaschenverschlussform mit mehreren Kavitäten geht es bei der Einlegegenauigkeit nicht nur um die Einhaltung eines Zeichnungsmaßes. Es wirkt sich direkt auf die Dichtungsstabilität, die Konsistenz von Kavität zu Kavität, die Austauschbarkeit der Einsätze und die langfristige Leistung der Form aus.
Für Hersteller von Flaschenverschlüssen kann eine kleine Abweichung in einem Formeinsatz zu einem wiederholten Produktionsproblem werden. Dies kann sich in bemerkbar machen . einer instabilen Dichtung, , einer ungleichmäßigen Wandstärke, , lokalen Graten , , exzentrisch geformten Kappen , , einem inkonsistenten Gewindegefühl oder zusätzlichen Montagearbeiten während der Formwartung

Dieses kurze Video gibt einen schnellen visuellen Überblick über die Präzisionseinsätze und die Messlogik hinter der Rundheitskontrolle auf Mikroebene. Für Käufer ist der entscheidende Punkt einfach: Präzision sollte durch Inspektionsdaten nachgewiesen und nicht nur in Worten beschrieben werden.
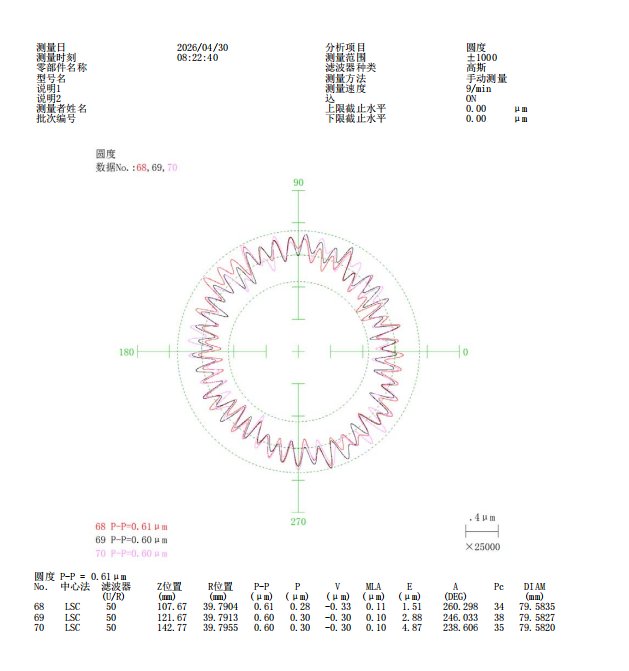
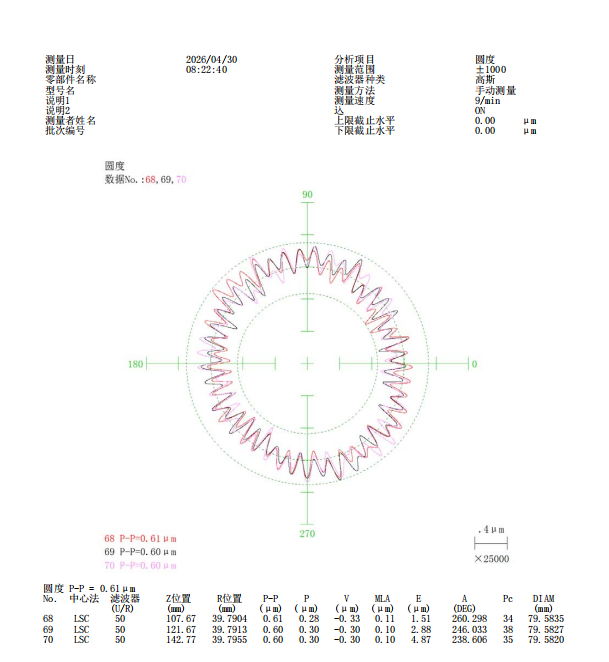
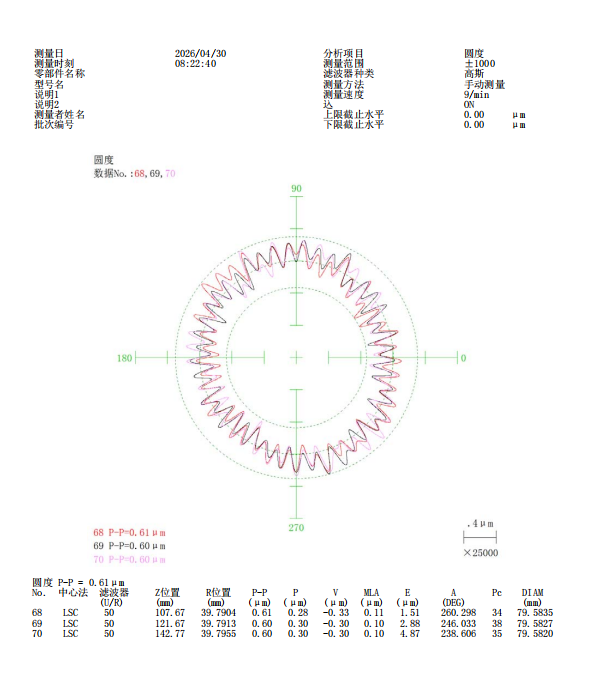
Aus diesem Grund kommt es bei hochpräzisen Spritzgusskomponenten auf die Kontrolle von Rundheit und Zylindrizität an. In diesem gemessenen Fall wurde ein Präzisionsformeinsatz, der für eine Spritzgussform für Flaschenverschlüsse mit mehreren Kavitäten verwendet wurde, nach der Bearbeitung des Innen- und Außendurchmessers überprüft. Die gemessene Rundheit erreichte ungefähr 0,60–0,61 μm und die gemessene Zylindrizität erreichte ungefähr 1,32 μm , überprüft durch ein japanisches Rundheits- und Zylindrizitätsmessgerät.
Für Käufer, die hochpräzise Formeinsätze, Kernstifte, Hülsen und Ersatzkomponenten vergleichen, bietet die Seite mit kundenspezifischen Präzisionsformkomponenten von SENLAN einen umfassenderen Überblick über die Teile, die wir für Spritzgussanwendungen unterstützen.
Die Rundheitskontrolle auf Mikroebene bei Formeinsätzen für Flaschenverschlüsse trägt dazu bei, Produktionsrisiken zu reduzieren, wie zum Beispiel:
Bei Flaschenverschlussformen mit mehreren Kavitäten ist die Rundheitskontrolle nicht nur ein Bearbeitungsziel. Es ist Teil der Produktionsrisikokontrolle.
Der geprüfte Formeinsatz wurde nach der Bearbeitung des Innen- und Außendurchmessers vermessen. Die Ergebnisse zeigen eine stabile kreisförmige Profilkontrolle und eine starke zylindrische Oberflächenkonsistenz entlang der Arbeitshöhe.
| Prüfpunkt. | Messergebnis. | Typische hochpräzise Referenz. | Warum es wichtig ist. |
|---|---|---|---|
| Rundheit | 0,60–0,61 μm | < 2,0 μm | Zeigt eine hervorragende Kreisprofilkontrolle nach der Bearbeitung des Innen- und Außendurchmessers an. |
| Zylindrizität | 1,32 μm | < 3,0 μm | Bestätigt die Stabilität der zylindrischen Oberfläche entlang der Arbeitshöhe. |
| Inspektionsmethode | Japanisches Rundheits-/Zylindrizitätsmessgerät | Professionelle Präzisionsmesstechnik | Bietet messbare Beweise anstelle verbaler Präzisionsansprüche. |
| Anwendung | Formeinsatz für Flaschenverschlüsse mit mehreren Kavitäten | Herstellung von Kappenformen mit hoher Kavität | Unterstützt die Stabilität der Dichtung, die Austauschbarkeit der Einsätze und die Konsistenz von Kavität zu Kavität. |
Die folgenden Inspektionsberichte und Videos unterstützen die Messergebnisse. Dieser Abschnitt richtet sich an Käufer, die mehr als einen allgemeinen Präzisionsanspruch benötigen – sie benötigen sichtbare Beweise, messbare Daten und einen klaren Zusammenhang zwischen Inspektionsergebnissen und Produktionsstabilität.
Dieses zweite Video wird nach den Inspektionsnachweisen platziert, da es dabei hilft, die gemessenen Zahlen mit dem tatsächlichen Produktionswert in Verbindung zu bringen: bessere Dichtungskonsistenz, geringeres Gratrisiko, verbesserte Wiederholbarkeit von Kavität zu Kavität und zuverlässigerer Einsatzwechsel.
Das Rundheitsergebnis von ca. 0,60–0,61 μm zeigt, dass das Kreisprofil nach der Bearbeitung sehr stabil ist. Das Zylindrizitätsergebnis von etwa 1,32 μm bestätigt außerdem, dass die zylindrische Oberfläche entlang der Teilehöhe konstant bleibt.
Eine Rundheit von 0,60 μm ist nicht nur eine Zahl. Es ist Teil der Grundlage für eine stabile Flaschenverschlussversiegelung, konsistente Hohlräume und eine zuverlässige Formwartung.
Flaschenverschlüsse sind kreisförmige Teile, ihre Leistung hängt jedoch nicht nur von der äußeren Form ab. Der Formeinsatz steuert wichtige Formungsbereiche, die sich auf Dichtung, Gewindeverhalten, Passform und Wandverteilung auswirken.
Wenn die Rundheit des Einsatzes instabil ist, kann auch die geformte Kappe instabil werden. Zu den häufigsten Produktionsproblemen gehören:
Bei einer Form mit mehreren Kavitäten werden diese Probleme noch schwerwiegender, da eine instabile Kavität bei großen Produktionsmengen zu wiederholten Defekten führen kann.
Eine Flaschenverschlussform mit mehreren Kavitäten ist nur so stabil wie die passgenauen Einsätze darin.
Das Kundenproblem: Bei Flaschenverschlussformen mit mehreren Kavitäten befürchten Käufer häufig, dass einige Kavitäten akzeptable Verschlüsse produzieren, während andere leicht unterschiedliche Ergebnisse liefern. Selbst kleine Einsatzvariationen können zu unterschiedlichem Dichtungsverhalten, unterschiedlicher Wandstärke oder unterschiedlichem Gewindegefühl zwischen den Hohlräumen führen.
Wie Rundheit auf Mikroebene hilft: Wenn die inneren und äußeren zylindrischen Oberflächen auf Mikroebene kontrolliert werden, ist es wahrscheinlicher, dass jeder Einsatz die beabsichtigte kreisförmige Geometrie und funktionelle Passform beibehält. Dies trägt dazu bei, die Abweichungen von Hohlraum zu Hohlraum bei geformten Flaschenverschlüssen zu reduzieren.
Kundennutzen: Eine bessere Einlegekonsistenz unterstützt eine stabilere Produktion mit mehreren Kavitäten, weniger kavitätsspezifische Defekte, eine einfachere Fehlerbehebung während des Versuchs und eine bessere Wiederholbarkeit beim Langzeitformen.
Das Kundenproblem: Die Abdichtung von Flaschenverschlüssen ist auf einen stabilen Kreiskontakt angewiesen. Wenn der Formeinsatz nicht rund genug ist, kann es sein, dass die geformte Kappe am Umfang einen ungleichmäßigen Dichtdruck aufweist.
Dies kann dazu führen:
Wie Rundheit auf Mikroebene hilft: Eine gemessene Rundheit von etwa 0,60–0,61 μm trägt dazu bei, eine gleichmäßigere kreisförmige Formoberfläche aufrechtzuerhalten. Dies kann zu einer besseren Konsistenz der Kappenversiegelung im endgültigen Formprodukt beitragen.
Kundennutzen: Für Hersteller von Flaschenverschlüssen trägt dies dazu bei, das Leckagerisiko zu verringern und eine zuverlässigere Verschlussleistung in der Produktion zu unterstützen.
Das Kundenproblem: Wenn der Innen- und Außendurchmesser eines Formeinsatzes nicht richtig kontrolliert wird, kann der geformte Flaschenverschluss Exzentrizität oder ungleichmäßige Wandstärke aufweisen. Dies ist möglicherweise nicht immer beim ersten Muster erkennbar, kann sich jedoch während der Produktion auf die Montage, die Abdichtung und das Erscheinungsbild des Produkts auswirken.
Wie Rundheit auf Mikroebene hilft: Durch die Überprüfung des Einsatzes mittels Rundheits- und Zylindrizitätsmessung kann der Lieferant vor dem Zusammenbau der Form prüfen, ob die zylindrische Geometrie stabil bleibt.
Kundennutzen: Dies trägt dazu bei, exzentrisch geformte Kappen, instabile Wandstärken, ungleichmäßiges Schrumpfverhalten und nachgelagerte Montageprobleme zu reduzieren.
Das Kundenproblem: Bei Flaschenverschlüssen mit Gewinde ist es den Kunden wichtig, wie sich der Verschluss öffnet und schließt. Wenn in einigen Kavitäten Kappen entstehen, die sich fester anfühlen, während andere sich lockerer anfühlen, kann das Problem an instabilen gewindebezogenen Formkomponenten oder einer schlechten Kontrolle der kreisförmigen Referenz liegen.
Wie Rundheit auf Mikroebene hilft: Durch die präzise Bearbeitung des Innen- und Außendurchmessers bleibt eine stabile Referenz für gewindebezogene Bereiche erhalten. Wenn die Einsatzgeometrie konsistent ist, ist es wahrscheinlicher, dass die geformte Kappe einen stabilen Gewindeeingriff und ein stabiles Schließgefühl beibehält.
Kundennutzen: Dies unterstützt ein gleichmäßigeres Schließdrehmoment, ein reibungsloseres Benutzererlebnis, weniger Beschwerden über feste oder lockere Kappen und eine bessere Gewindestabilität von Hohlraum zu Hohlraum.
Das Kundenproblem: Grate sind eine der häufigsten Beschwerden bei der Herstellung von Kappenformen. Bei Formen mit mehreren Kavitäten können lokale Fehlanpassungen der Einsätze oder ein instabiler kreisförmiger Kontakt zu kleinen Lücken führen, die zu Graten führen.
Wie Rundheit auf Mikroebene hilft: Eine hohe Rundheits- und Zylindrizitätskontrolle trägt dazu bei, die Stabilität kreisförmiger Anschluss- und Absperrbereiche zu verbessern. Dies ersetzt nicht die korrekte Formgestaltung, Entlüftung oder Spannbalance, reduziert aber eine wichtige Ursache für lokale Abweichungen.
Kundennutzen: Eine bessere Einsatzgenauigkeit kann dazu beitragen, das Gratrisiko zu verringern und die Fehlerbehebungszeit während des Formversuchs zu verkürzen.
Das Kundenproblem: Wenn ein Formeinsatz eine schlechte Rundheit oder Zylindrizität aufweist, kann es bei wiederholter Produktion zu ungleichmäßigem Kontakt oder örtlicher Spannung in bestimmten Bereichen kommen. Dies kann mit der Zeit zu ungleichmäßiger Abnutzung führen.
Wie Rundheit auf Mikroebene hilft: Eine stabile zylindrische Oberfläche trägt dazu bei, den Kontakt gleichmäßiger zu verteilen. Beim Hochgeschwindigkeitsformen von Flaschenverschlüssen unterstützt dies ein vorhersehbareres Verschleißverhalten.
Kundennutzen: Kunden profitieren von einer stabileren Langzeitproduktion, weniger unerwarteten Wartungsarbeiten, einer besseren Vorhersagbarkeit der Werkzeuglebensdauer und weniger kavitätsspezifischen Verschleißproblemen.
Das Kundenproblem: Bei der Produktion von Flaschenverschlüssen in großen Auflagen kann es sein, dass Einsätze aufgrund von Verschleiß, Beschädigung oder Designanpassungen ausgetauscht werden müssen. Kunden möchten keine Ersatzteile, die nach der Ankunft noch einmal auf die Werkbank montiert werden müssen.
Wie Rundheit auf Mikroebene hilft: Eine bessere Kontrolle der Rundheit, Zylindrizität und der Beziehungen zwischen Innen- und Außendurchmesser unterstützt eine verbesserte Austauschbarkeit der Wendeschneidplatten.
Kundennutzen: Dies trägt dazu bei, Ausfallzeiten der Form, manuelle Montagearbeiten, Unsicherheiten beim Austausch und das Risiko einer Änderung des Formergebnisses nach der Wartung zu reduzieren.
Die Austauschbarkeit der Einsätze ist besonders wichtig für Käufer im Ausland, wo Werkzeugausfallzeiten und wiederholte Korrekturen hohe versteckte Kosten verursachen können.
Das Kundenproblem: Wenn die kritische Einsatzgeometrie vor dem Zusammenbau nicht überprüft wird, treten Probleme möglicherweise erst während des T0- oder T1-Formversuchs auf. Dies kann zu wiederholten Korrekturen, Verzögerungen und Unsicherheiten führen.
Wie Rundheit auf Mikroebene hilft: Die Rundheits- und Zylindrizitätsprüfung liefert messbare Beweise vor dem Zusammenbau. Dadurch können Lieferant und Käufer bestätigen, dass kritische kreisförmige Merkmale bereits kontrolliert werden.
Kundennutzen: Dies trägt dazu bei, das Risiko einer Versuchsanpassung zu reduzieren und das Debuggen von Formen effizienter zu gestalten.
Diese Art der Rundheitskontrolle auf Mikroebene erfordert einen kompletten Präzisionsfertigungsweg und nicht eine einzelne Maschine. Der Schlüssel liegt in der Kontrolle sowohl der Bearbeitungsgenauigkeit als auch der funktionalen Beziehung zwischen inneren und äußeren Kreisflächen.
Bei SENLAN wird diese Fähigkeit durch hochpräzise Ausrüstung und Prozesserfahrung unterstützt, darunter MAKINO-Bearbeitungszentren , HARDINGE CNC-Drehen , Präzisionsschleifen, Polieren und Inspektionskontrolle. Bei runden Bauteilen, die in Formen für Flaschenverschlüsse verwendet werden, besteht das Ziel nicht nur in der Bearbeitung des Durchmessers, sondern auch in der Steuerung von Rundheit, Zylindrizität, Konzentrizität und Wiederholbarkeit als ein System.
Für einen umfassenderen Einblick in unsere Bearbeitungs- und Inspektionsgrundlagen, einschließlich CNC, EDM, Schleifen, Polieren und ZEISS KMG-Verifizierung, sehen Sie sich unsere Präzisionsbearbeitungs- und Inspektionskapazitäten an.
Viele Anbieter geben an, hochpräzise Formeinsätze herstellen zu können. Für Hersteller von Kronkorken reicht eine mündliche Behauptung jedoch nicht aus.
Zu den nützlichen Beweisen gehören:
In diesem Fall liefern die gemessenen Rundheits- und Zylindrizitätsdaten zusammen mit visuellen Inspektionsvideos einen direkten Beweis für die Bearbeitungsstabilität der Wendeschneidplatte nach der Bearbeitung des Innen- und Außendurchmessers.
Präzision ist kein Schlagwort. Es sollte gemessen, aufgezeichnet und nachgewiesen werden.
Formen für Flaschenverschlüsse laufen häufig mit hoher Geschwindigkeit und großem Volumen. Ein kleines Problem mit der Beilage kann schnell zu einem wiederholten Produktionsproblem werden.
Bei Kappenformen mit mehreren Kavitäten unterstützt die Einsatzsteuerung auf Mikroebene Folgendes:
Aus diesem Grund sollten Präzisionsformeinsätze als produktionskritische Komponenten und nicht als einfach bearbeitete Teile behandelt werden.
Weitere Informationen zu den Einsatzorten dieser Komponenten finden Sie in unseren Anwendungen für Flaschenverschlüsse, medizinische Formen und Verpackungsformen.
Vor der Genehmigung von Formeinsätzen für eine Flaschenverschlussform mit mehreren Kavitäten sollten Käufer Folgendes fragen:
Bei Flaschenverschlussformen mit mehreren Kavitäten kommt es bei der Präzisionsbearbeitung der Einsätze nicht nur auf die Maßhaltigkeit an. Es geht darum, jede Kavität stabil, austauschbar und produktionsbereit zu halten.
In diesem gemessenen Fall erreichte die Rundheit nach der Bearbeitung des Innen- und Außendurchmessers etwa 0,60–0,61 μm und die Zylindrizität etwa 1,32 μm .
Dieses Maß an Kontrolle trägt zu einer besseren Dichtungskonsistenz, einem geringeren Gratrisiko, einer verbesserten Wiederholbarkeit von Kavität zu Kavität und einer zuverlässigeren Formwartung bei.
Eine Rundheit von 0,60 μm ist nicht nur eine Zahl – sie ist Teil der Grundlage für eine stabile Produktion von Flaschenverschlüssen.
Leidet Ihre aktuelle Produktion unter inkonsistenten Dichtungen, Graten, Kavitätsschwankungen oder Problemen mit der Passung von Ersatzeinsätzen?
Geben Sie sich nicht mit verbalen Präzisionsansprüchen zufrieden. Teilen Sie Ihre Zeichnungen, Muster oder aktuelle Produktionsprobleme mit unserem technischen Team. Wir können die kritischen Anforderungen an Rundheit, Zylindrizität und Einsatzaustauschbarkeit für Ihr Flaschenverschlussformprojekt mit mehreren Kavitäten überprüfen.
Kontaktieren Sie SENLAN für eine Bewertung der Präzisionsformeinsätze
Die Rundheit beeinflusst, wie stabil die kreisförmige Formoberfläche ist. Bei Flaschenverschlussformen kann eine schlechte Rundheit zu exzentrischen Kappen, ungleichmäßigem Siegeldruck, Wandstärkenschwankungen oder instabilem Gewindeverhalten führen.
In diesem gemessenen Fall bedeutet eine Rundheit von 0,60–0,61 μm, dass die kreisförmige Profilabweichung nach der Bearbeitung äußerst gering war. Dies unterstützt den stabilen Sitz des Einsatzes, die Konsistenz der Kavität und die Leistung der geformten Kappe.
Die Zylindrizität gibt an, wie stabil die zylindrische Oberfläche entlang ihrer Höhe bleibt. Eine gute Zylindrizität trägt dazu bei, ungleichmäßigen Kontakt, Exzentrizität und Instabilität des geformten Flaschenverschlusses zu reduzieren.
Ja. Die Rundheitskontrolle kann gleichmäßigere kreisförmige Dichtflächen unterstützen, was dazu beiträgt, eine mögliche Ursache für Leckagen zu reduzieren. Die endgültige Dichtungsleistung hängt jedoch auch vom Formdesign, der Kappengeometrie, dem Harz, den Prozessbedingungen und den passenden Teilen ab.
Inspektionsdaten liefern Käufern einen messbaren Nachweis der Bearbeitungsqualität. Bei Flaschenverschlussformen mit mehreren Kavitäten tragen Rundheit, Zylindrizität und Maßberichte dazu bei, das Risiko vor dem Zusammenbau und dem Test der Form zu reduzieren.
Inspektionsvideos helfen Käufern, die tatsächliche Komponente, den Messprozess und die Produktionsbedeutung hinter den Daten zu verstehen. Sie sind besonders nützlich, wenn ausländische Lieferanten für passgenaue Formkomponenten bewertet werden.
#BottleCapMoldInserts #MultiCavityBottleCapMold #PrecisionMoldInserts #HighPrecisionInjectionMoldComponents #RoundnessControl #CylindricityMeasurement #BottleCapMold #InjectionMoldComponents #PrecisionMachining #MoldInsertInterchangeability #CapSealingConsistency #CavityToCavityConsistency #MedicalAndCosmeticMoldInserts #InterchangeableMoldParts


